

The objective of Modular Function Deployment® (MFD) is to create a modular system that integrates and balances stakeholder perspectives. With this architecture in place, you can enable the mass customization of products and services, reduce complexity and accelerate value creation.
With MFD, stakeholders are represented by one of the following voices:
-
Voice of Customer
-
Voice of Engineering
-
Voice of Business
-
Voice of Modularity.
Voice of Customer represents the marketing, sales, and service functions of the organization as they strive to satisfy customer needs.
Voice of Engineering represents the engineering and design functions as they strive to develop and choose technical solutions that are combined into products and services.
Voice of Business represents company strategy, operations, and finance. These functions work together to guide decision-making and make and supply products as specified in the product development process.
The power of the modular product architecture itself is integrated as an additional voice, the Voice of Modularity.
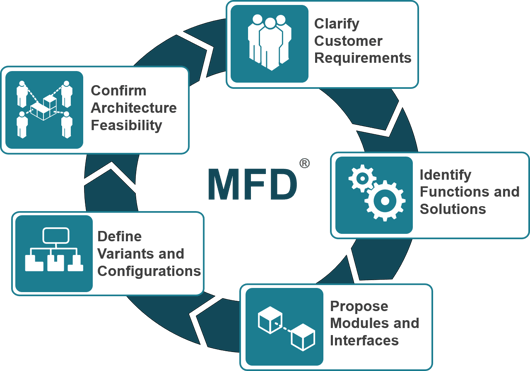
MFD has five steps to discover, capture, quantify and document the unique perspective of each stakeholder's voice. Activities are supported by established methods and tools. The method is iterative and progresses through each step so the modular product architecture can be built and refined. Analysis and a clear governance model balances all stakeholder perspectives to connect your customers, products, services and people.
.svg "the journey (petrolium)")
